服务热线: 1881-9080-380

服务热线: 1881-9080-380

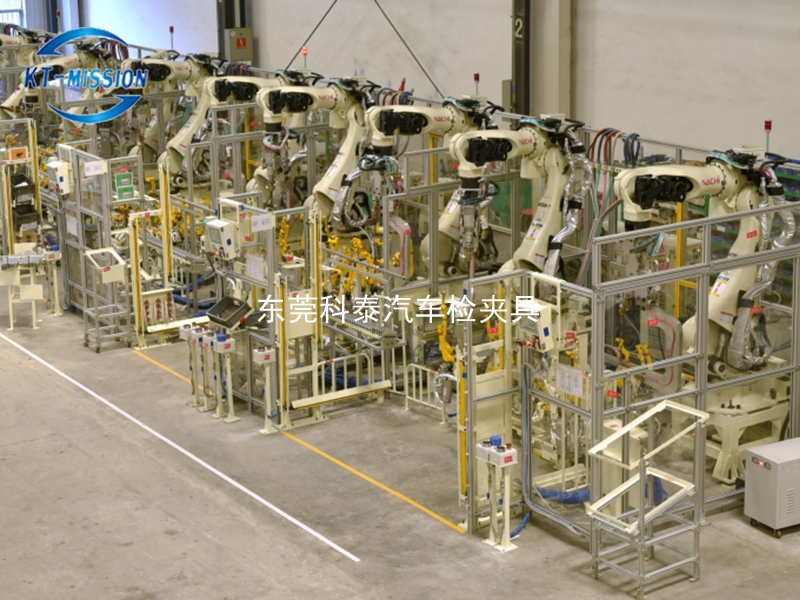
东莞市科泰汽车检夹具有限公司
电话:18819080380 刘先生
传真:0086-0769-8191-9116
邮箱:kt-1@missiongauge.com
网址:www.missiongauge.cn
地 址:广东省东莞市横沥镇隔坑工业区红棉路19号
一、供货技术条件:
在夹具上装卸工件时,尽最大可能不使操作者手臂伸出700mm以上处进行操作;焊接夹具的操作应符合人机工程的要求,既当采用手动夹具进行夹紧时,操作力要适当;
当采用手动夹具进行夹紧时,尽可能采用便于操作的快夹结构;
工件的定位要求:任何一散件在夹具上的定位都应符合六点定位原则,但如果某一散件被其他散件部分定位时,也不得出现过定位现象;

工件焊接完成后,如果部分定位元件必须撤离才能卸下工件,则这些定位元件必须能够自动(如气缸驱动)退出;
工件的夹紧要求:
工件夹紧点的选定应与定位形式相结合,使定位更可靠,且不得使工件产生变形,使焊后工件超差;
采用手动夹具夹紧工件时,其夹紧力要适当,不得使工件产生明显变形及压痕;
采用气动夹具夹紧工件时,其夹紧力要足以抵抗工件焊接变形产生的反力;
夹具的自动控制要求:
如果某一散件在其他焊缝焊完后才能组装定位,则其定位夹紧机构应能在需要时自动送进,且要求焊后能自动松夹及退回;
系统应能够判断各个夹紧点是否处于夹紧状态,能送进的定位夹紧机构处于什么状态(手动夹具考虑接近开关位置,气缸采用磁性活塞式气缸);
各个散件在装夹完成至焊完待卸整个过程中不再需要人工参与,夹具能在系统监控下自动安全运行;
焊枪可达性要求:夹具在装夹工件完成后能够在变位机的配合下使机器人带动焊枪以较好的姿态到达焊缝的任何位置,而不与夹具相干涉;
防焊接飞溅性能:
夹具的所有定位元件不得在焊接过程中粘附焊接飞溅,从而失去定位性能;
所有操作手柄尽量远离焊缝,以免吸附大量热量及飞溅,降低操作性能;若不能避免,要考虑防护;
夹具调整的方便性:
每个散件的定位元件应是相互独立的,便于在夹具上调整其位置;
每个散件的夹紧机构应与定位元件组装为一体,便于调整夹具时整体移动;
每个散件的定位元件在调整时应有一个调整或测量的基准,使在夹具维修后容易恢复到原精度;
夹具寿命的保证:定位元件等易磨损元器件应考虑其硬度及耐磨性,保证夹具的使用寿命不底于100万套;
夹具应尽量减小总重量及回转的偏心力矩;总重量不得大于400kg,偏心力矩不得大于35kgm;
供、需双方共同探讨电磁换向阀及接线端子等控制部分在夹具上的安装位置;
为了便于吊装运输,夹具必须具有可吊装的工艺措施;
全国统一服务热线:18819080380
手机:+0086 18825749770
传真:0086-0769-8191-9116
邮箱:kt-1@missiongauge.com
网址:www.missiongauge.cn
地址:广东省东莞市横沥镇隔坑工业区红棉路19号
备案号:粤ICP备20005439号

扫一扫关注公众号
东莞市科泰汽车检夹具有限公司 Copyright 2019 技术支持:华商网络
 在线咨询
在线咨询